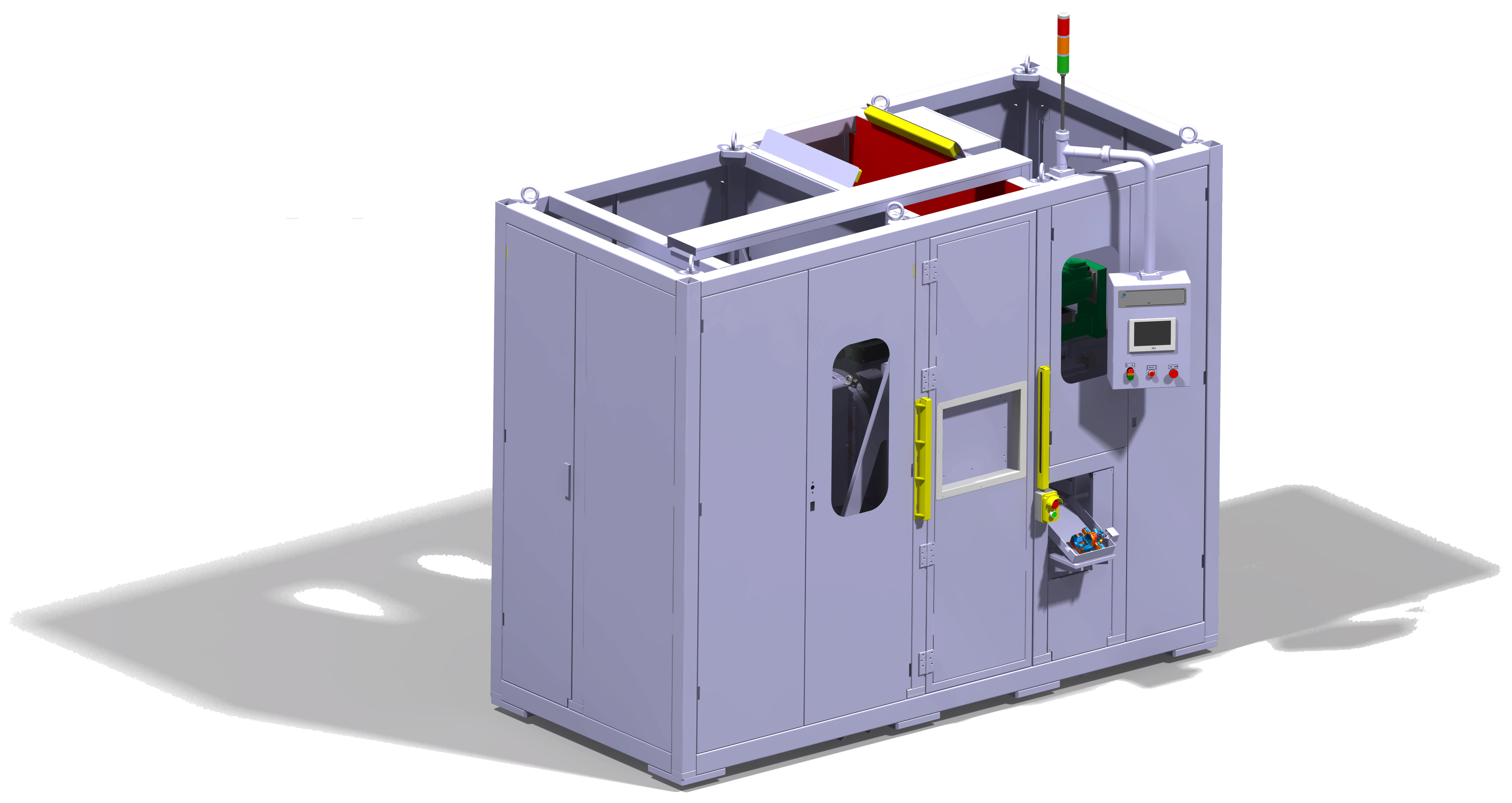
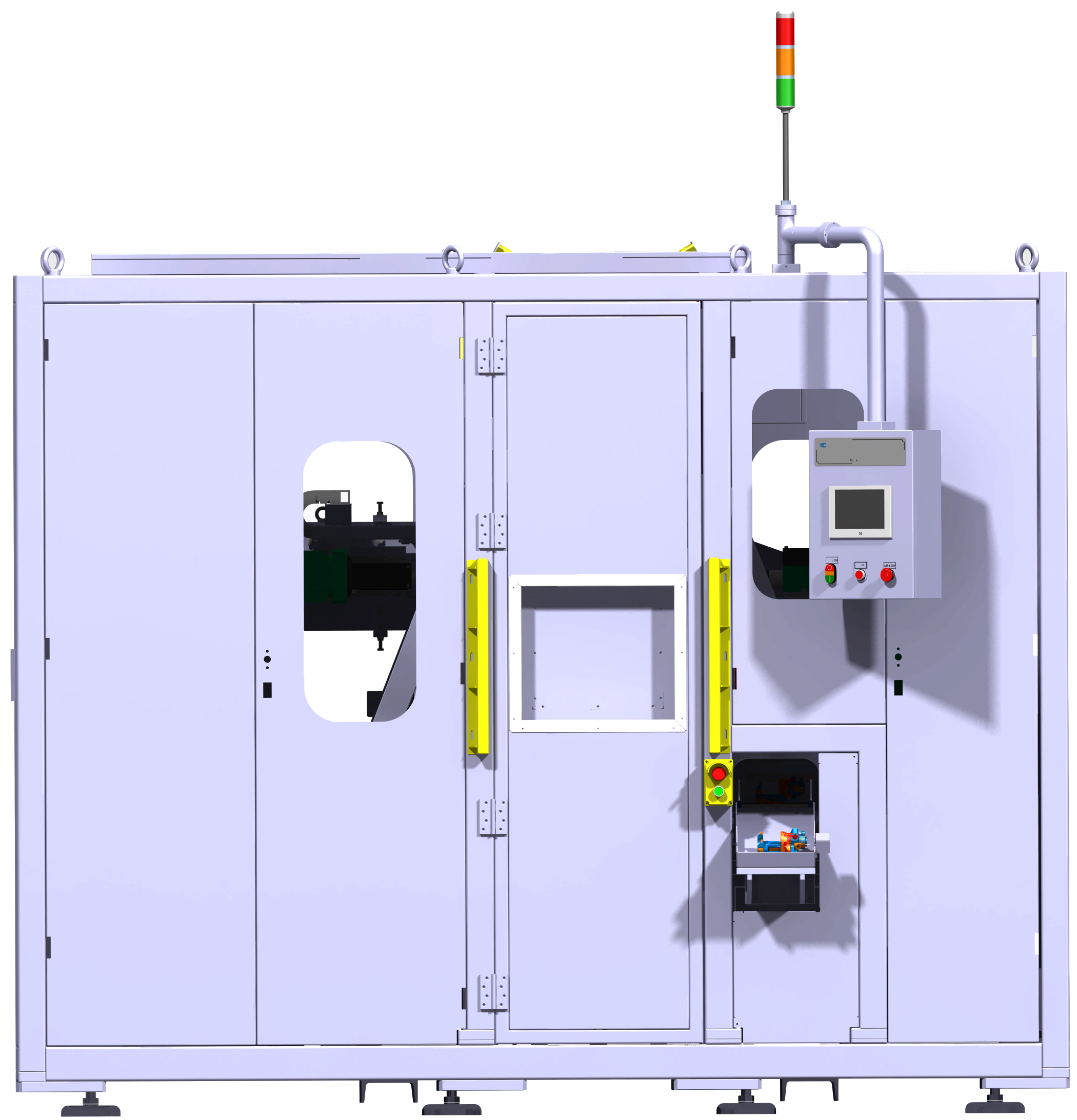
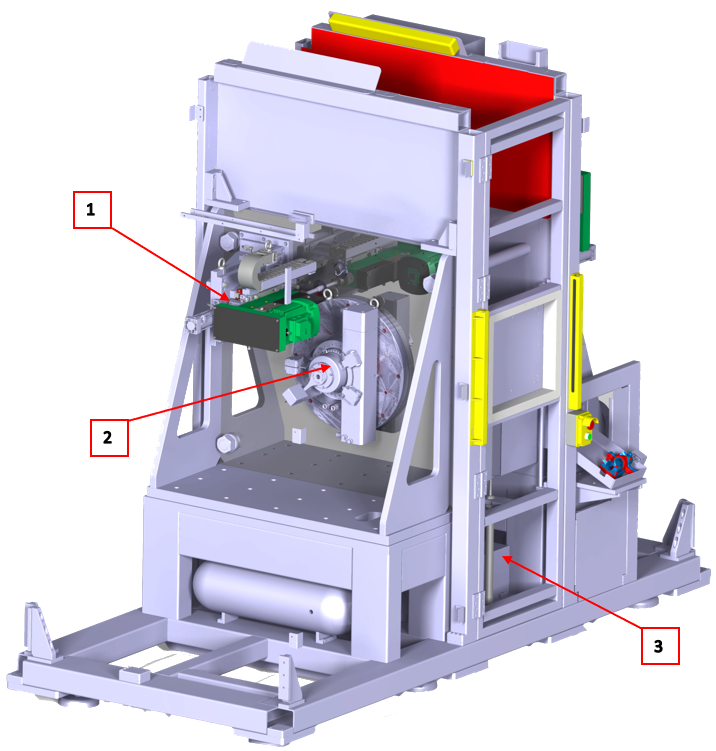
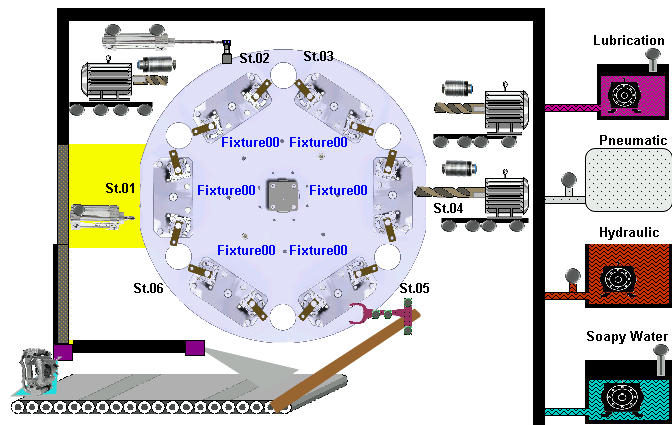
This machine is designed for the precise drilling and threading of automobile brake calipers. It performs a complete cycle in five stages: drilling, threading, washing, and part ejection. The machine boasts an production cycle time of just 25 seconds, highlighting its efficiency and precision.
Stages of the work cycle
Insert Part: The part is placed by the operator. The start key is pressed by the operator.
ٍEjact Part: The piece is removed from the machine by the conveyor, and the conveyor waits to pick up the piece.
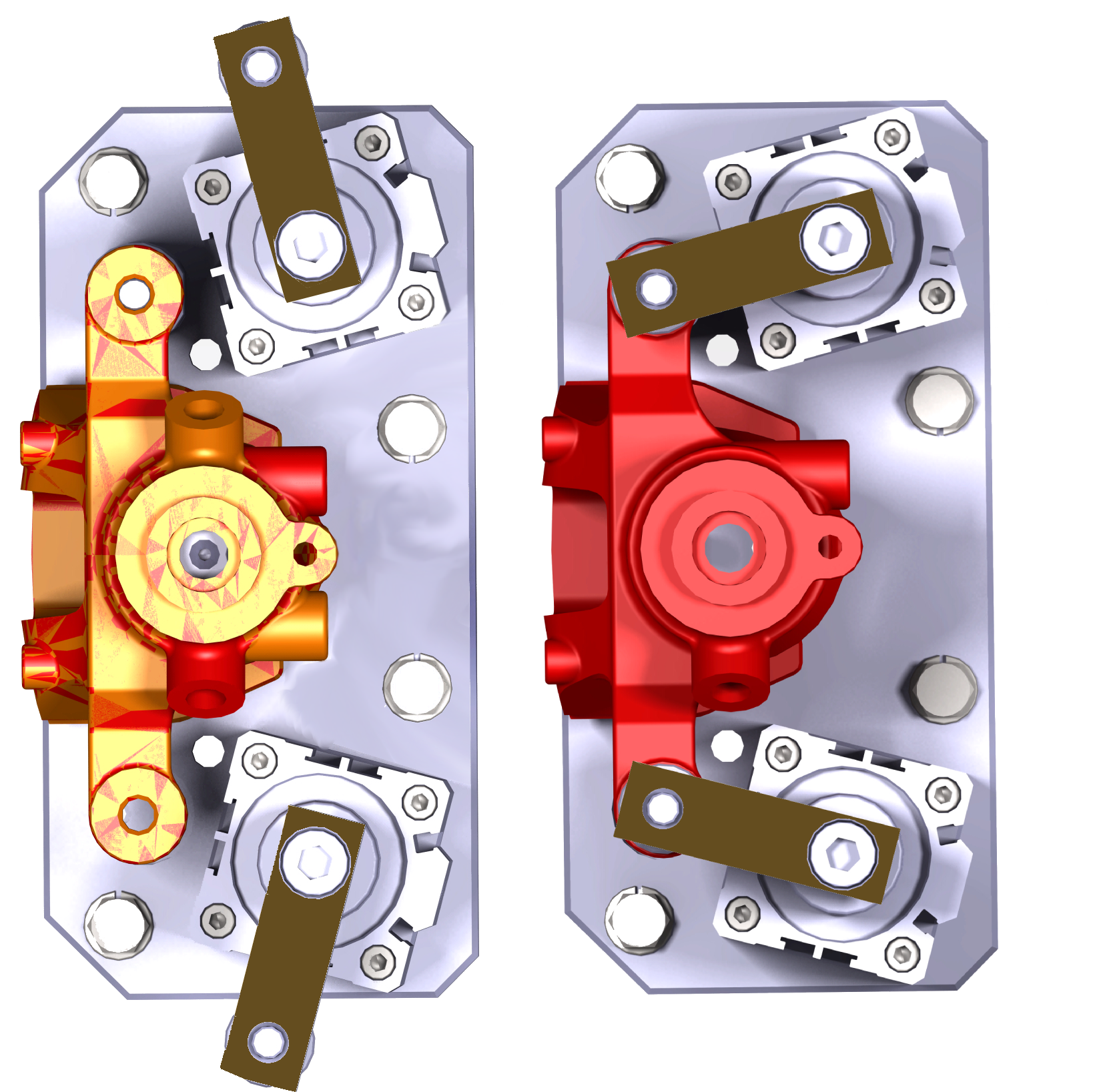
Index: All index fixtures have jack clamps.
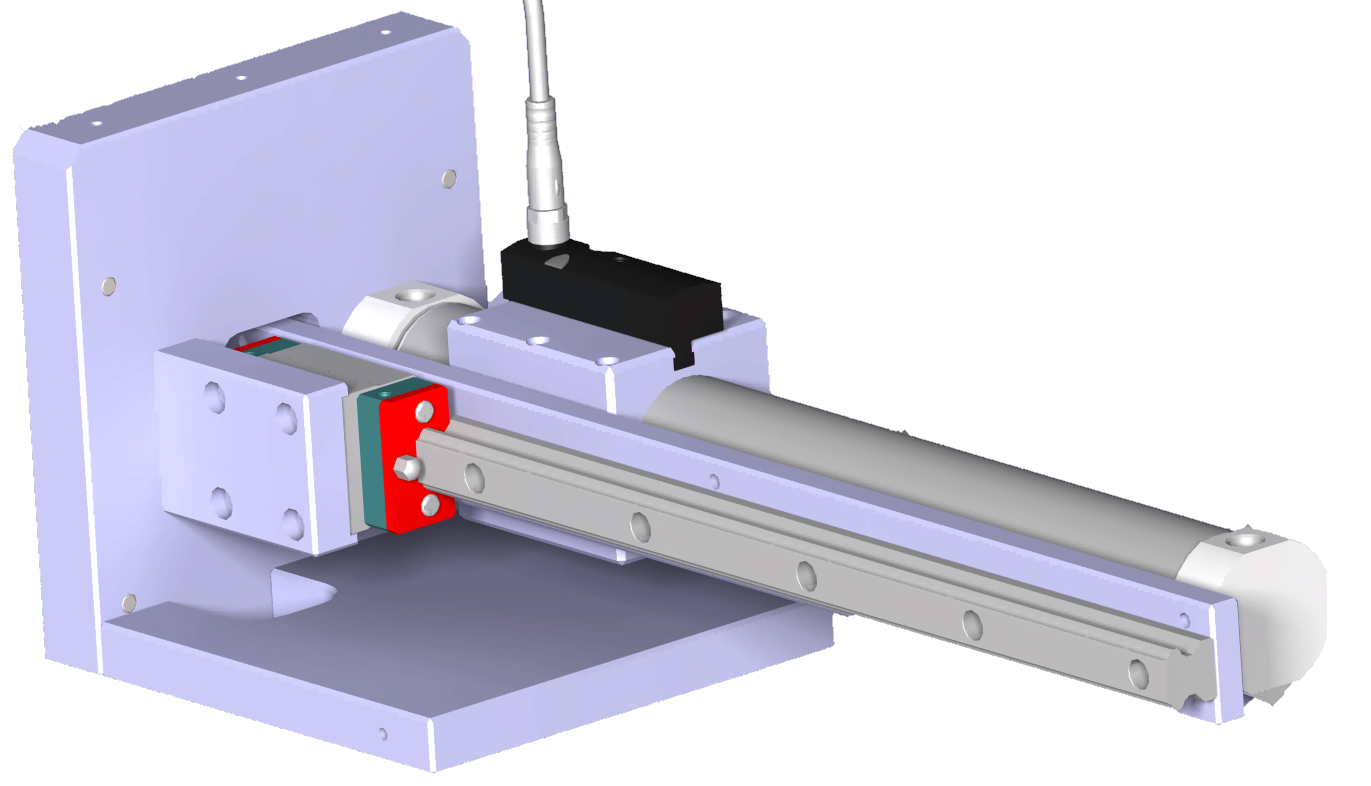
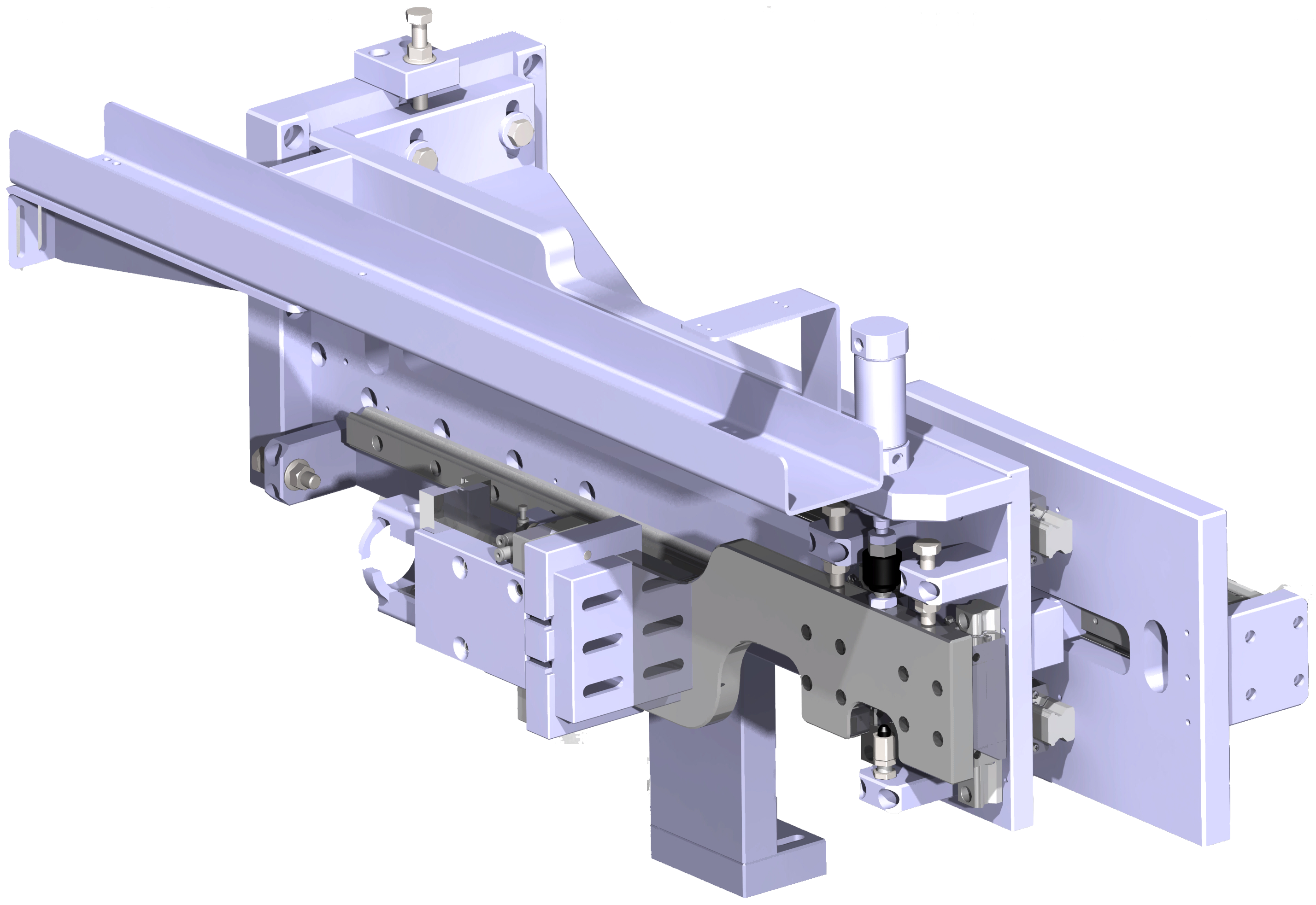
stage 01: In order to detect the presence of the part and also to place the part correctly in the fixture, a jack with LVDT performs diagnosis and correction.
check tools: In all drilling and threading stations, the presence of tools is checked.
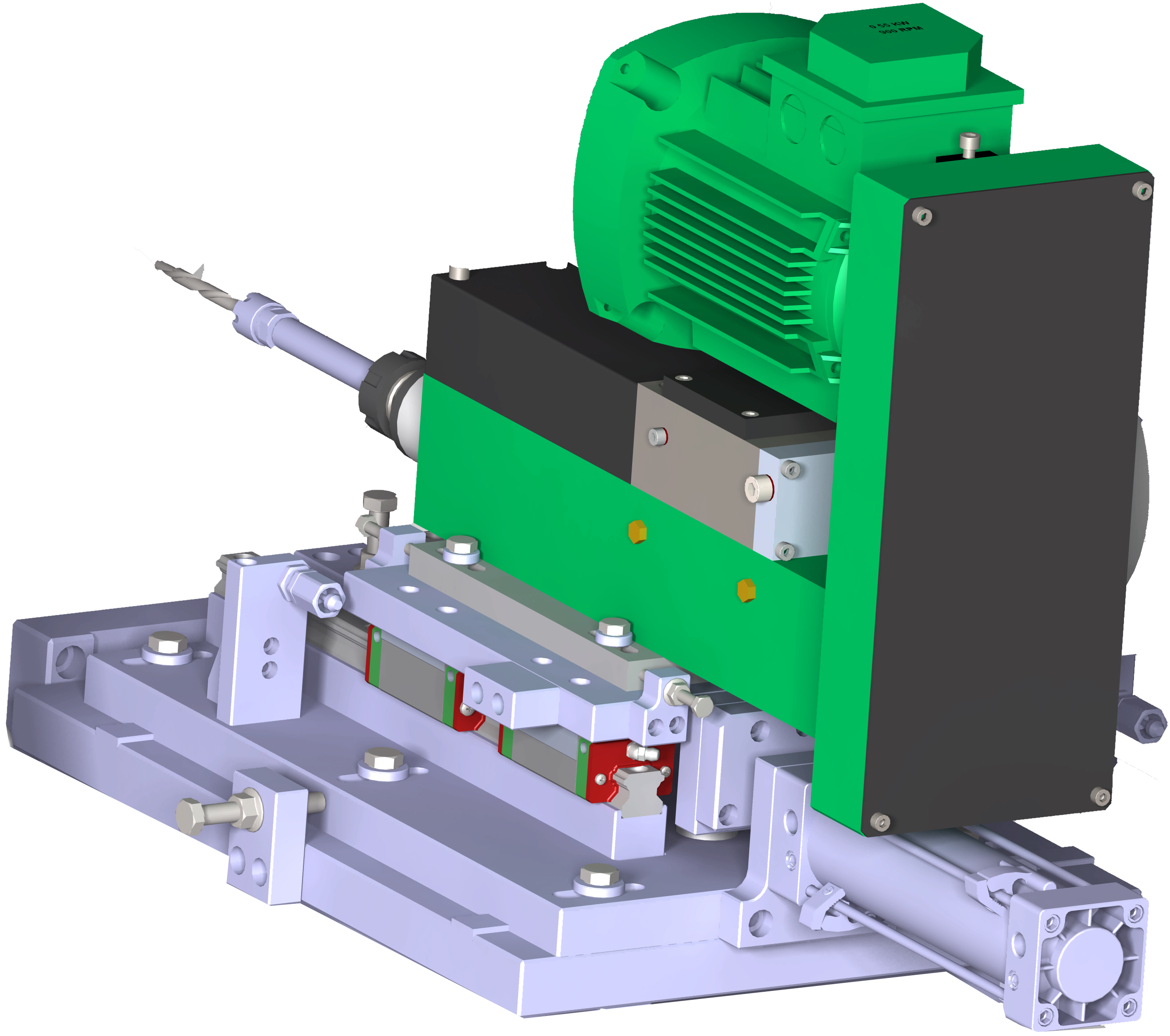
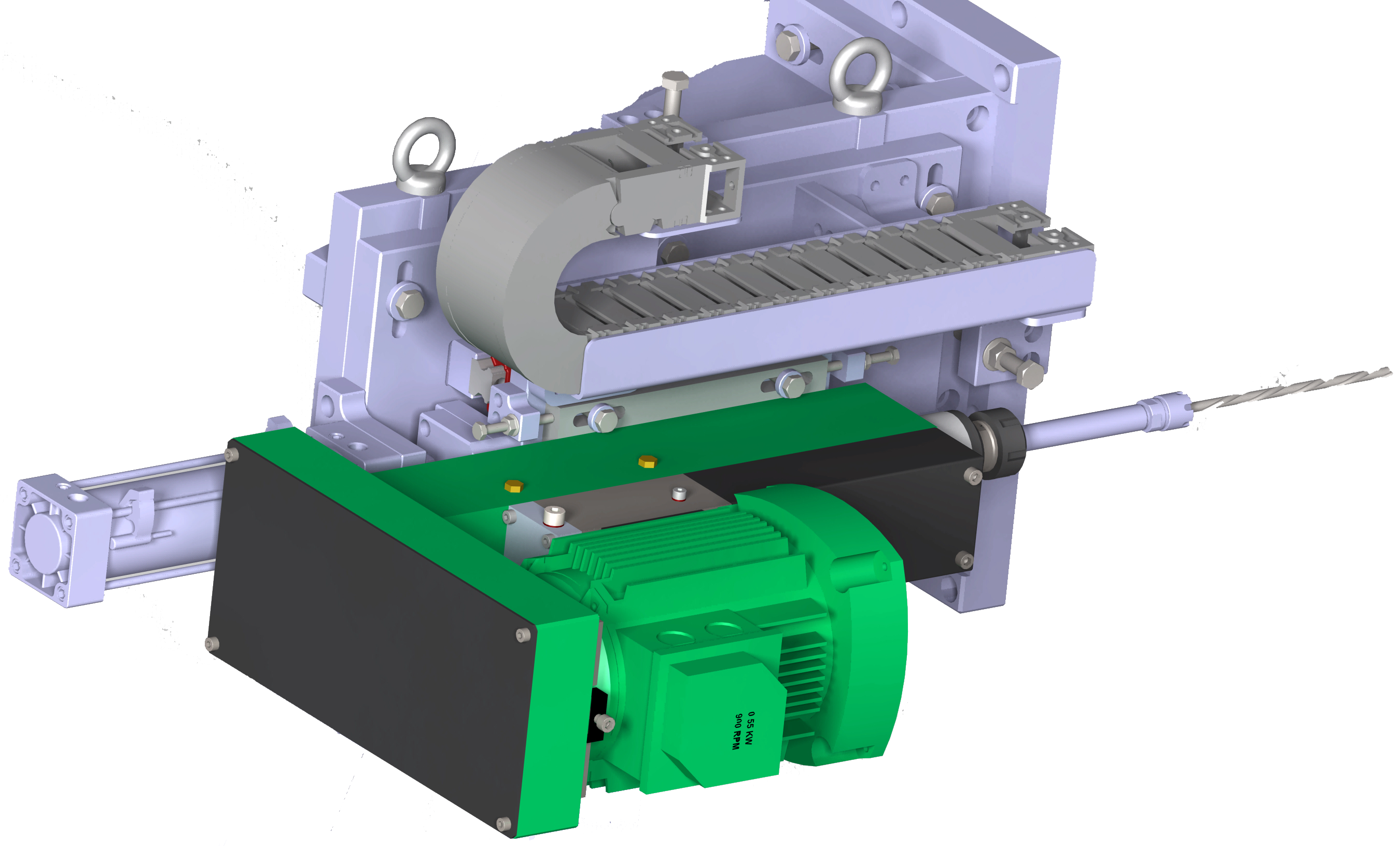
stage 02: In this station, the piece is drilled by the spindle.
stage 03: In this station, the piece is drilled by the spindle.
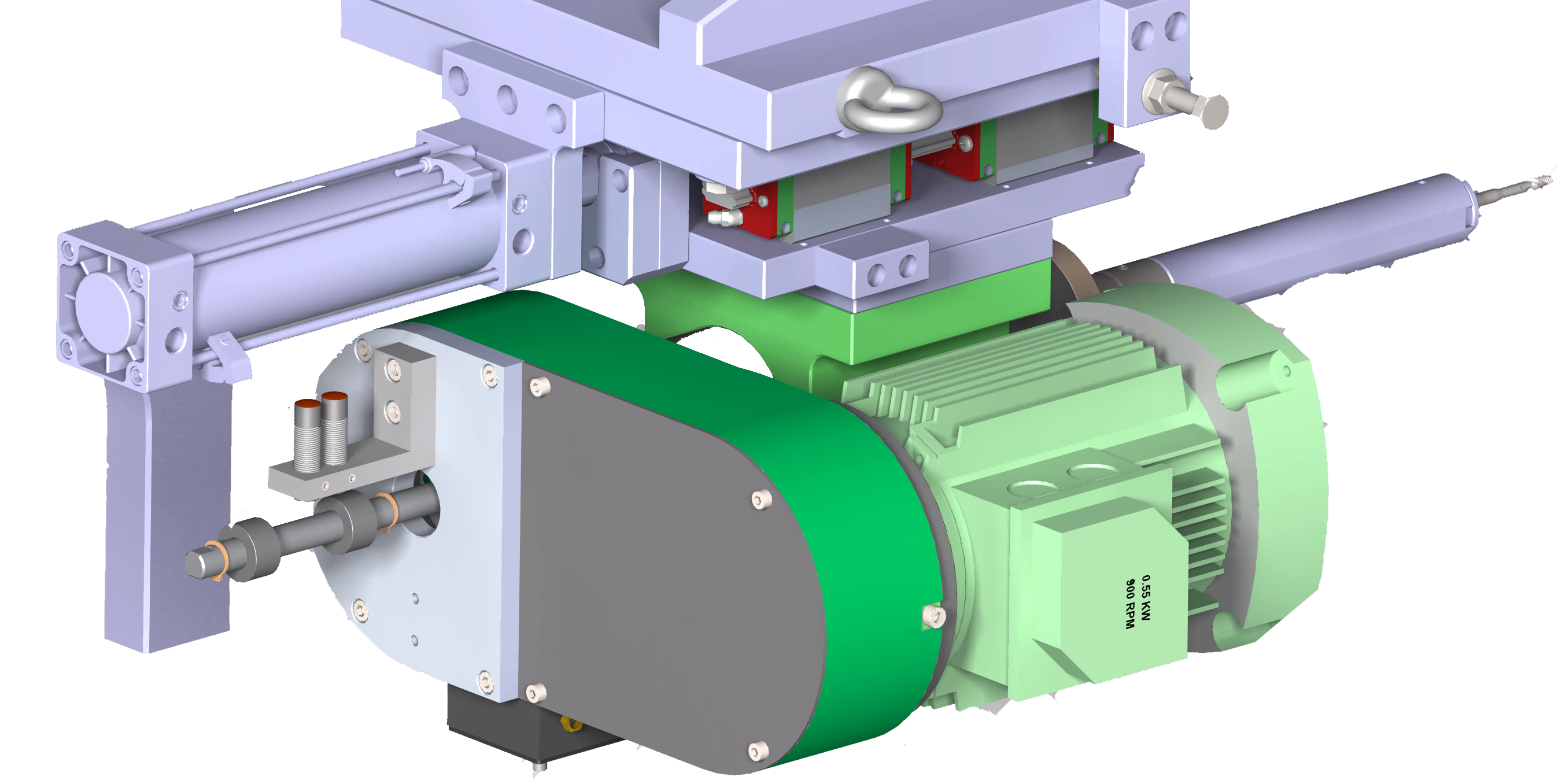
stage 04: In this station, the part is threaded by the spindle.
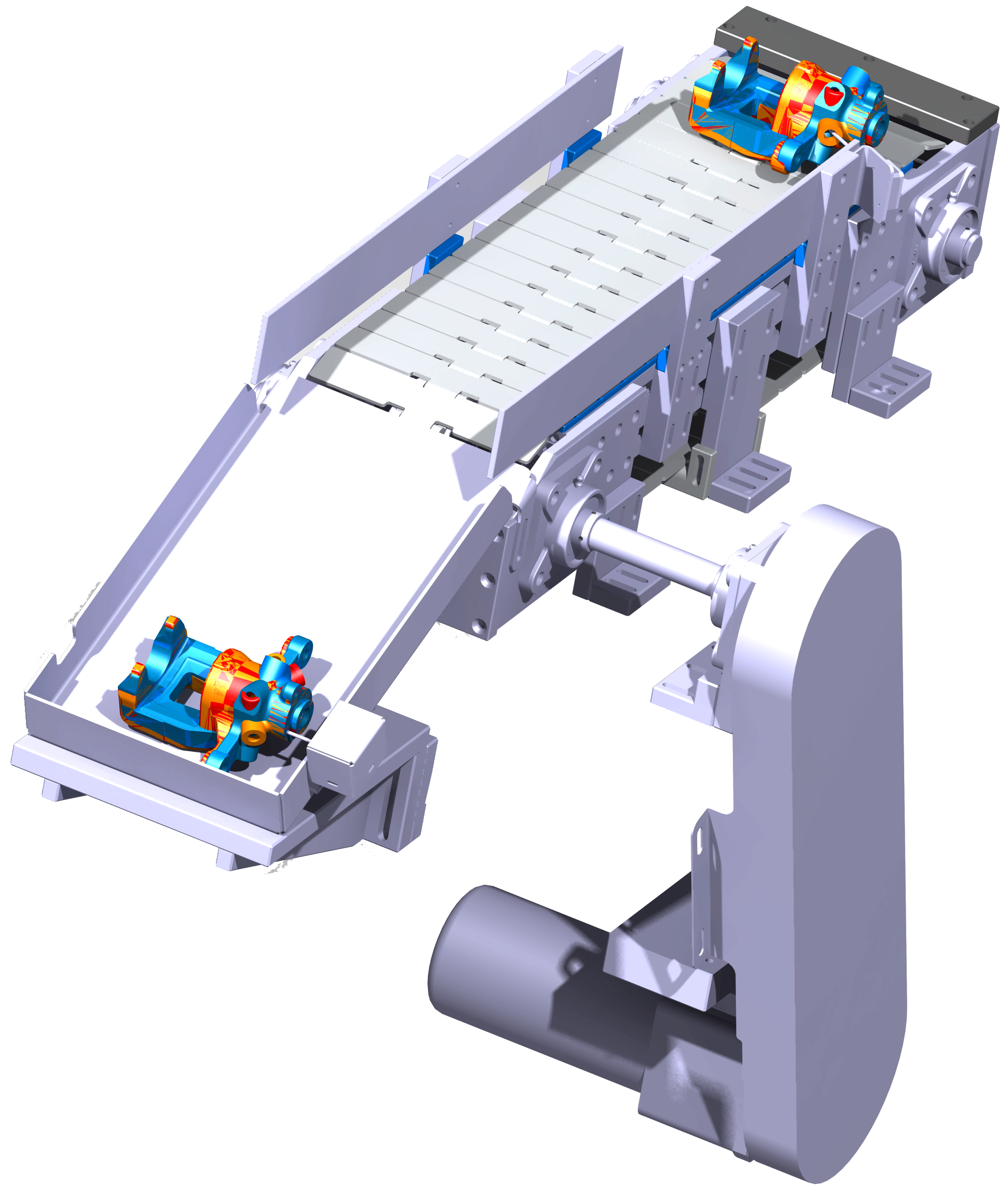
stage 05: In this station, the part of the automatic system is transferred to the conveyor.
stage 06: Fixtures are washed at this station.
Additional description of station
Explain the details
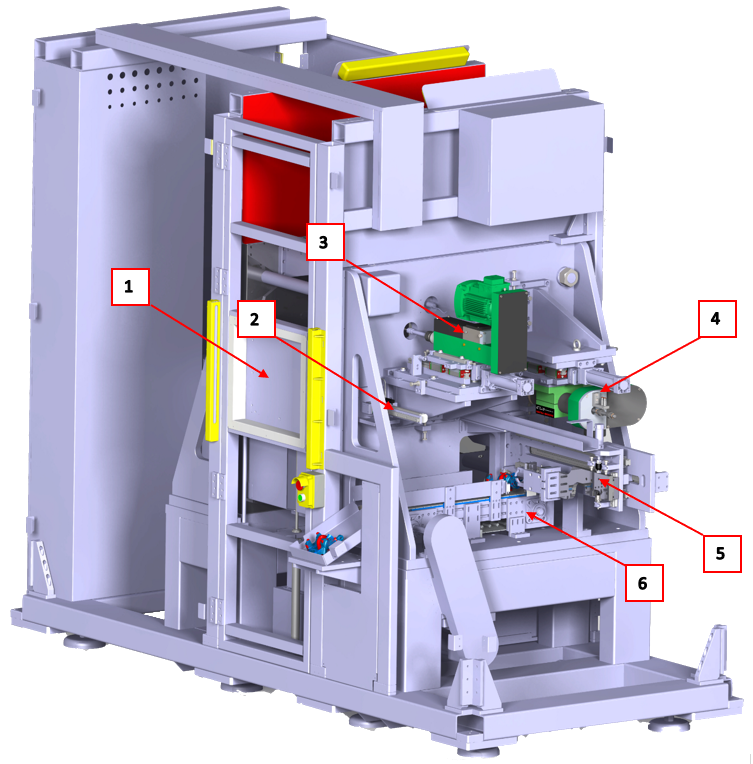
Automatic door with light curtain protection system.
Part placement system and placement accuracy detection tester.
Drilling system of station 03
threading system of station 04
Part conveyor system of station 05
Conveyor transmission system
Explain the details
Drilling system of station 02
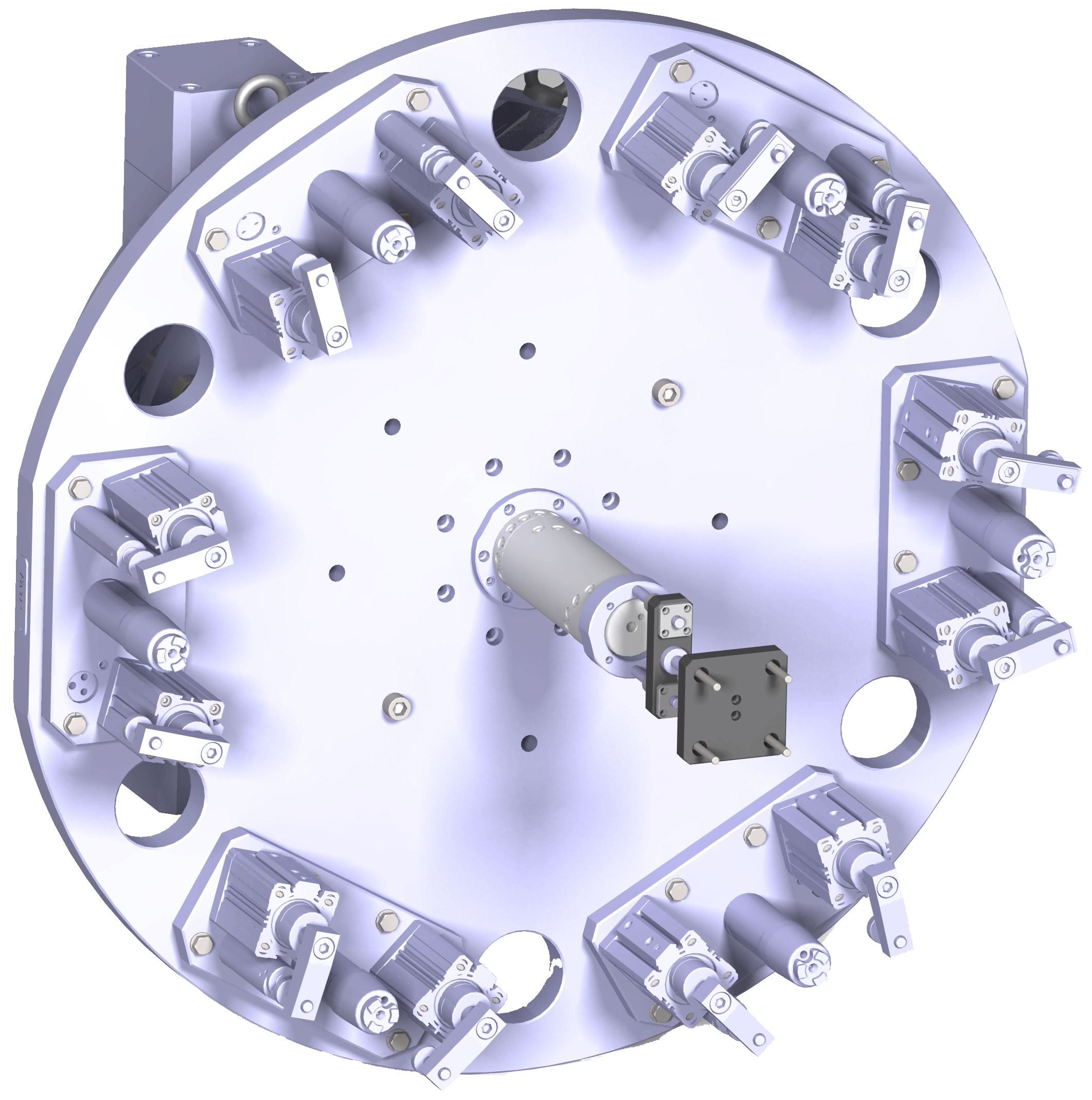
Index system
Soap and water system
Explain the details
It has six fixtures.
Each fixture has two jack clamps.
The pneumatic system of rotary clamp jacks.
The rotation system of the index plate is based on hydraulics and starts rotating with 60 bar pressure. After each rotation, the index plate is locked by the hydraulic system.
Explain the details
There is an LVDT on the jack that detects the exact position of the jack.